
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

姓名:张迪
电话:15383767676
网址:www.lfqitaiwujin.com
地址:河北省廊坊市文安县孙氏镇刘村

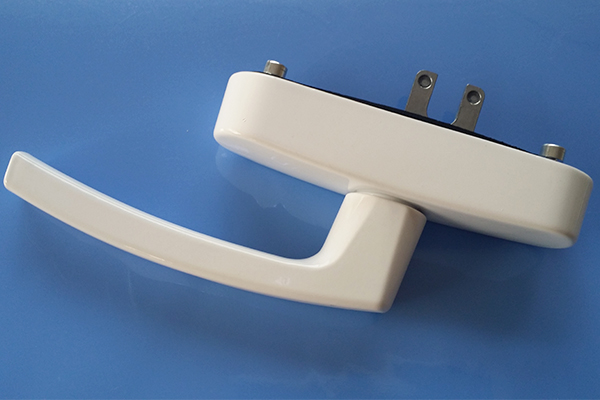
执手有两种:一种是将执手旋转到开启位置,取下小装饰纸工艺罩,拧下两个螺丝,取下执手;另一种方法是将S执手旋转到打开位置,拉出装饰工艺罩并旋转90度,然后通过拧下两个螺钉拆下执手。塑钢门窗是以聚氯丁二烯树脂为主要原料,配以一定比例的稳定剂、着色剂、填料、紫外线吸收剂等制成的。优质铝门窗配件挤压成型材,然后切割、焊接或拧入门窗框。配装上密封胶条、毛条、五金件等,同时为增强型材的刚性,超过一定长度的型材空腔内需要填加钢衬,这样制成的门户窗,称之为塑钢门窗。营口优质铝门窗配件生产商接下来为您介绍塑钢门窗的种类很多,按开启方式分类:平开窗、平开门、推拉窗、推拉门、固定窗、旋窗等。

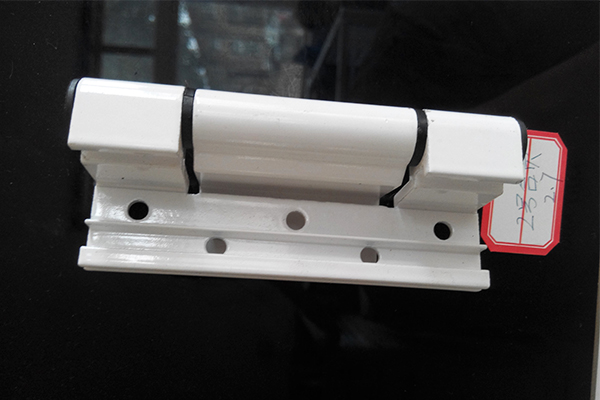
塑钢窗截面:多户型建筑的平开窗不得少于50系列;高踞平开窗不低于60系列;推拉窗小于80系列;密封阳台的塑料窗不得少于85系列。塑钢门窗应选用多腔型材,壁厚不小于2.2毫米,内钢板厚度不小于1.2毫米。营口优质铝门窗配件生产商下面为您介绍门窗框与墙体之间的连接应采用15毫米冲孔钢板,宽度大于或等于15毫米。安装位置应位于窗角、中间横框和中间竖框150-200毫米处。优质铝门窗配件间距为600毫米。固定件不应安装在中间水平框架和中间垂直框架的连接处,以免因外框膨胀而变形;滚针执手厂家为您介绍门窗框同墙体间应留15—20mm缝隙,为了保证门窗安装后可以自由胀缩,窗与墙体缝隙的内腔应填充弹性材料。填充叙肪材料叫,不应填塞过紧或过松*以免门窗催受挤乐坐形。

材料杂质超标,尤其是铅:产品表面不是完全合格的,应该有轻微的水线和微小的气泡。营口铝门窗配件生产商将工件加热到150℃30分钟,看看是否有问题。如果涂层起泡,可能是表面的油和蜡去除不完全,或者预处理后可能没有清洗,锌合金压铸件在电镀前可能没有完全干燥,或者锌合金压铸件的表面在放置太长时间后可能被氧化。可能还是没压实,起泡隐藏在里面,虽然表面是好的,另外,没水纹有的时候不是代表你的流道一定是好的,模温过高也会掩盖你的水纹和密度不好,反而疏松。还是了解一下什么样的铸件才是合格的?多些关注模具,再考虑表面处理的问题。这是比较很常见的问题。内部密度不够。表面有压缩气孔。优质铝门窗配件材料有问题,水口料加的太多了、料温太高、太多电镀工艺不正常也会这样的问题!清洗、除蜡。
断桥执手行业企业的生产经营模式多样,包括订单设计、订单生产、订单加工和按市场预测的库存生产,组织生产的模式有多品种、小批量和大批量生产等多种方式。优质铝门窗配件产品的制造工艺复杂,生产设备和工装夹具种类繁多,产品构成、设备资源均随市场需求变化。五金产品各部件制造周期不同,以及加工工艺的不确定性,管理起来动态多变。营口优质铝门窗配件生产商接下来为您介绍为了保证产品配套、按期交货,同时尽可能减少在制品的积压,往往从产品的交货期倒推,对零部件、毛坯的投入/产出数量和时间进行安排。五金产品工程设计是产品开发的重要环节。新产品开发时要有创新设计,而且还有大量的变型设计和工艺设计,因此,门窗五金企业需要具备强有力的工程设计能力。

安装门窗时,严禁用手攀爬窗框、窗扇和窗撑。优质铝门窗配件施工作业时应系好安全带,严禁将安全带系在窗户支架上。门窗框与墙体之间的缝隙用聚苯乙烯泡沫填充,表面用5~8毫米厚的密封胶密封。门窗框边缘不嵌密封胶:应按图纸要求操作。连接螺钉直接锤入门窗框:拧螺钉前用手电钻钻孔。营口优质铝门窗配件生产商根据门窗安装位置墨线,将塑钢窗装入洞口就位,将木楔塞入塑钢窗框和四周墙体间的安装缝隙,调整好门窗框的水平、垂直、对角线长度等位置及形状偏差符合检评标准,用木楔或其他器具临时固定。连接铁件、固定件等安装用金属零件,除不锈钢外,均应进行防腐处理。固定合页厂家为您介绍铝门窗安装人员进入施工现场必须戴安全帽,穿防滑的工作鞋,严禁穿拖鞋或光脚。
隔热性能:聚氯乙烯材料的导热系数为0.14,铝合金的导热系数为175。在同样的条件下,铝是聚氯乙烯的1250倍。室内热损失与屋顶、地板、墙壁、门窗有关。营口铝门窗配件生产商安装塑钢门窗比安装铝合金门窗省电5度以上。隔音性能:数据显示,塑钢门窗的隔音性能比铝合金门窗好得多。例如,铝合金门窗与主干道的距离为50米,而塑钢门窗可缩短至16米以下。优质铝门窗配件耐腐蚀性:耐酸碱及其它化学物质的腐蚀,不怕城市环境污染、盐酸和酸雨等的侵蚀。门窗的安装性能及使用寿命:安装速度快,使用寿命为30至50年。产品款式及工艺性能:均可根据人员设计要求制作。塑钢门窗表面可着色、覆膜、多色共挤;铝合金门窗表面可喷涂、电泳,色泽也可做到多样化。


