
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

姓名:张迪
电话:15383767676
网址:www.lfqitaiwujin.com
地址:河北省廊坊市文安县孙氏镇刘村

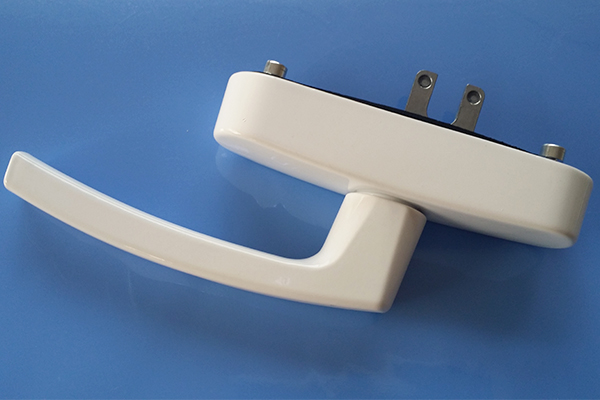
塑钢门窗的五金配件大多损坏如下:五金配件固定不牢、松动脱落、滑轮和滑动铰链损坏、开关不灵活。专业塑钢件硬件损坏的原因:五金配件选择不当,质量差;紧固时没有金属衬垫,安装强度不够。防止硬件损坏的措施:所选五金配件的型号、规格和性能应符合现行国家标准和相关规定,并与所选塑料门窗相匹配。对宽度超过1m的推拉窗,或安装双层玻璃的门窗,宜设置双滑轮,或选用滚动滑轮。固安专业塑钢件批发商接下来为您介绍滑撑铰链不得采用铝合金材料,应采用不锈钢材料。用紧固螺丝安装五金件,必须内设金属衬板,衬板厚度至少应大于紧固件牙距的两倍。不得紧固在塑料型材上,也不得采用非金属内衬。

塑钢门窗配件主要包括玻璃、钢衬、密封条、顶部、板条、滑轮、五金等。钢衬的主要功能是抵抗风压。专业塑钢件根据国家标准,钢衬的厚度应为1.2毫米。然而,大多数加工塑钢门窗的商店使用的钢衬厚度为0.8毫米,并且存在不使用钢衬的情况。密封条、顶部、板条和滑轮的主要功能是防止透气和渗水,并保持推拉灵活。固安专业塑钢件批发商接下来为您介绍合格塑钢门窗配件的成本应占门窗价格的40%左右。使用T型锁不能保证门窗的质量,配件非常重要。像密封胶条是橡胶类的,质量不好的胶条耐老化性差,经太阳长期暴晒,胶条老化后变硬,失去弹性,容易脱落。这样的窗子密封性就差了。5毫米厚的浮法玻璃则用4.5或4毫米厚的一般玻璃代替。因为要从配件赚钱,压条、毛条、滑轮、胶链等能用便宜的决不用贵的。
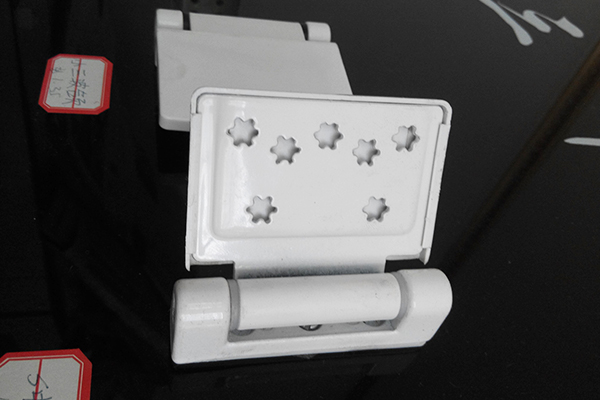
塑钢门窗是一种广泛使用的门窗材料。它主要由聚氯乙烯(UPVC)树脂,加上一定比例的稳定剂、着色剂、填料、紫外线吸收剂等制成。专业塑钢件它被挤压成型材,然后通过切割、焊接或螺纹连接制成门窗扇,配有密封条、顶部、五金件等。同时,为了提高断面断桥窗的刚度,需要在超过一定长度的断面空腔内填充钢衬和加强筋,因此用这种方法制作的门式窗称为塑钢门窗。固安专业塑钢件批发商接下来为您介绍平开门窗下沉,下沉是平开门窗的常见问题一般是因为门窗的玻璃和自身太重加上安装人员的原因未能将玻璃和门窗之间的缝隙处理好,留下了门窗下沉的隐患。这种原因只要重新进行调试并处理门窗和玻璃之间的缝隙即可,这就需要我们拆换塑钢窗合页了。
材料杂质超标,尤其是铅:产品表面不是完全合格的,应该有轻微的水线和微小的气泡。固安塑钢件批发商将工件加热到150℃30分钟,看看是否有问题。如果涂层起泡,可能是表面的油和蜡去除不完全,或者预处理后可能没有清洗,锌合金压铸件在电镀前可能没有完全干燥,或者锌合金压铸件的表面在放置太长时间后可能被氧化。可能还是没压实,起泡隐藏在里面,虽然表面是好的,另外,没水纹有的时候不是代表你的流道一定是好的,模温过高也会掩盖你的水纹和密度不好,反而疏松。还是了解一下什么样的铸件才是合格的?多些关注模具,再考虑表面处理的问题。这是比较很常见的问题。内部密度不够。表面有压缩气孔。专业塑钢件材料有问题,水口料加的太多了、料温太高、太多电镀工艺不正常也会这样的问题!清洗、除蜡。

设备主要包括塑钢门窗双头切割锯、塑钢门窗V口切割锯、塑钢门窗压条切割锯等。其中,双头锯很重要。这种门窗设备用于切割塑钢门窗框和扇型材,有时也可用于切割中间材料(但需要自己计算尺寸)。起初,双头锯的切割尺寸不准确,所以你需要重新设置。固安塑钢件批发商接下来为您介绍可以用双头锯切割一段塑钢型材,然后用米尺测量准确尺寸,然后将光标放在相应位置的右锯头下。对于塑钢门窗设备中的V形锯和木条锯,主要目的是调整设备工作台的高度,以保证切割出的型材达到合适的深度。有一点我们必须记住,塑钢门窗设备的切割长度应该比你想切割的长度高出3毫米。断桥插削和塑钢窗哪个好,来看一下对于他们的对比吧。专业塑钢件产品是UPVC型材加钢衬,断桥铝窗是铝合金用隔热组条隔断的金属型材;塑钢窗的强度没有断桥铝窗的强度大。
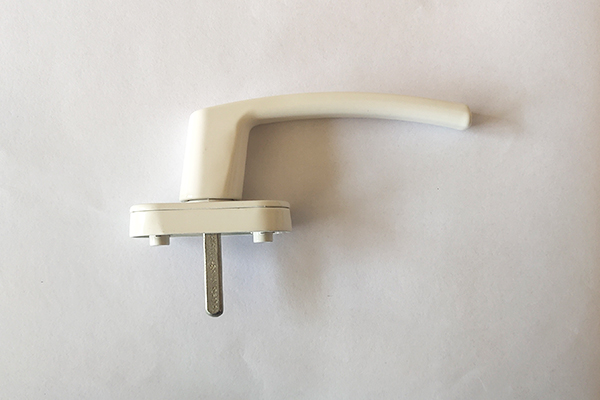
执手有两种:一种是将执手旋转到开启位置,取下小装饰纸工艺罩,拧下两个螺丝,取下执手;另一种方法是将S执手旋转到打开位置,拉出装饰工艺罩并旋转90度,然后通过拧下两个螺钉拆下执手。塑钢门窗是以聚氯丁二烯树脂为主要原料,配以一定比例的稳定剂、着色剂、填料、紫外线吸收剂等制成的。专业塑钢件挤压成型材,然后切割、焊接或拧入门窗框。配装上密封胶条、毛条、五金件等,同时为增强型材的刚性,超过一定长度的型材空腔内需要填加钢衬,这样制成的门户窗,称之为塑钢门窗。固安专业塑钢件批发商接下来为您介绍塑钢门窗的种类很多,按开启方式分类:平开窗、平开门、推拉窗、推拉门、固定窗、旋窗等。


